
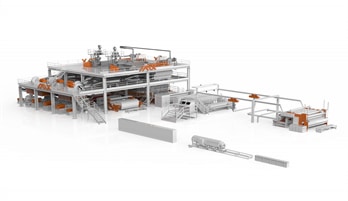
Nonwoven Turn-key Machines

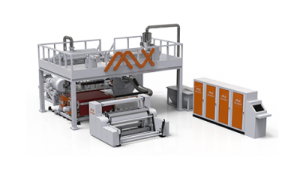
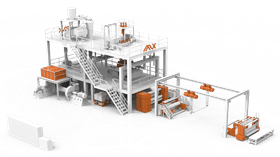
AZX meltblown machine has been focusing on improving the special absorption performance, good isolation, and filtration characteristics of meltblown fabric.

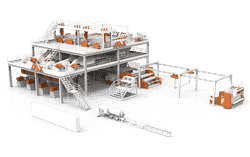
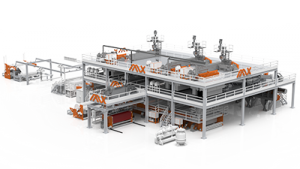
Even with low basis weights and at high production speeds, the spunbond machine provided by AZX can still produce high-strength spunbond fabrics.

Your Nonwoven Industry Reliable Partner

10+ Years Experience Focus On Non woven Machine
Foshan AZX Machinery Co., Ltd. is a subsidiary of AZX GROUP LIMITED. AZX has ISO9001:2015 quality management system certification, CE, TUV, SGS and other certifications. We are a professional nonwoven machines manufacturer, who is specializing in the R&D and production of PP spunbond and meltblown nonwoven machines (SMS, SMMS, SSMMS), spunbond nonwoven machines (PP, PET, PLA), and BiCo nonwoven machines(PE/PP, PET/coPET). We also provide customized nonwoven machines according to customer requirements.





Why Choose Us
10+ Years Experience
AZX has 10+ years of R&D, production, and installation experience in Non-woven Machine.
10,000+ ㎡ Workshop
30+ Global Markets

300+ Installed Lines
20+ Technologies
7x24 Online Support
AZX remote assistance system can help you find and deal with problems in time.
Recieve Our Free Catalog
CURRENT OFFERS
Here at AZX, we believe that every decision-maker should have all the information before the non woven machine is put into production. This is why we offer FREE machinery information consultation where you get an upfront estimate with all costs included. Sometimes, you just want to learn more about different types of non woven fabric making machine. We’ve got you covered with a free non woven machine catalog.